
A geomembrane liner system is only as strong as its connections, and the pipe penetration is consistently the most challenging point. This is where a flexible material (the geomembrane) must join a rigid one (the HDPE pipe). A failed connection here isn't a weak link; it's a guaranteed failure of the entire containment system.
This guide provides a detailed, step-by-step procedure for creating the most reliable connection: hot-melt fusion welding using a prefabricated pipe boot. We will cover everything from site preparation and tool checklists to welding parameters and quality acceptance criteria. Following this guide ensures a permanent, monolithic seal that will last the lifetime of the project.

First, let's establish why this method is the industry standard for high-risk applications.
Why Hot-Melt Welding Is the Most Reliable Connection Method
When done correctly, hot-melt fusion welding isn't just joining two materials; it's remaking them into a single, continuous piece. The principle is to heat compatible HDPE materials to their melting point and allow their molecules to mix before cooling.
- Fusion of Identical Materials: By using an HDPE pipe, an HDPE geomembrane, and an HDPE pipe boot and weld rod, you create a homogenous connection. There are no gaskets to degrade or clamps to loosen.
- Weld Strength: A proper fusion weld is stronger than the parent material itself. Tensile tests consistently show the weld can exceed 90% of the base material's strength, ensuring it can withstand long-term stress.
- Superior Durability: The resulting monolithic connection has the same excellent resistance to chemicals, UV radiation (with carbon black), and environmental stress cracking as the original pipe and liner.
Preparation Before Welding
Success is determined before the welder is ever turned on. Meticulous preparation is non-negotiable.
Tools and Equipment Checklist
- Welders: Handheld extrusion welder and an automated hot-wedge welder.
- Power: A generator with sufficient capacity and correctly gauged extension cords.
- Surface Prep: Angle grinder with 80–120 grit sandpaper flap disc, clean/dry lint-free cloths, and an approved solvent/cleaner (like isopropyl alcohol).
- Materials: Prefabricated HDPE pipe boot matching the pipe diameter, and HDPE extrusion welding rod of the same material grade.
- Hand Tools: Marking pens, measuring tape, utility knife, pressure rollers.
- QA/QC Tools: Tensiometer for field testing, air pump and pressure gauge for air channel testing, vacuum box, and a pick tester for extrusion welds.
Site Requirements
The welding environment must be controlled.
- Temperature: Ambient temperature should be between 5°C and 40°C. Welding in colder temperatures requires preheating and a temporary enclosure.
- Wind: Work should not proceed in high winds (≥25 km/h) without a protective shelter to prevent rapid, uneven cooling of the weld.
- Moisture: All surfaces must be completely dry. Any moisture, dew, or frost will turn to steam during welding, creating voids and a "false weld" with no strength.
- Surface Condition: The area must be clean and free of dust, mud, oil, and debris.
Step-by-Step Hot-Melt Welding Procedure
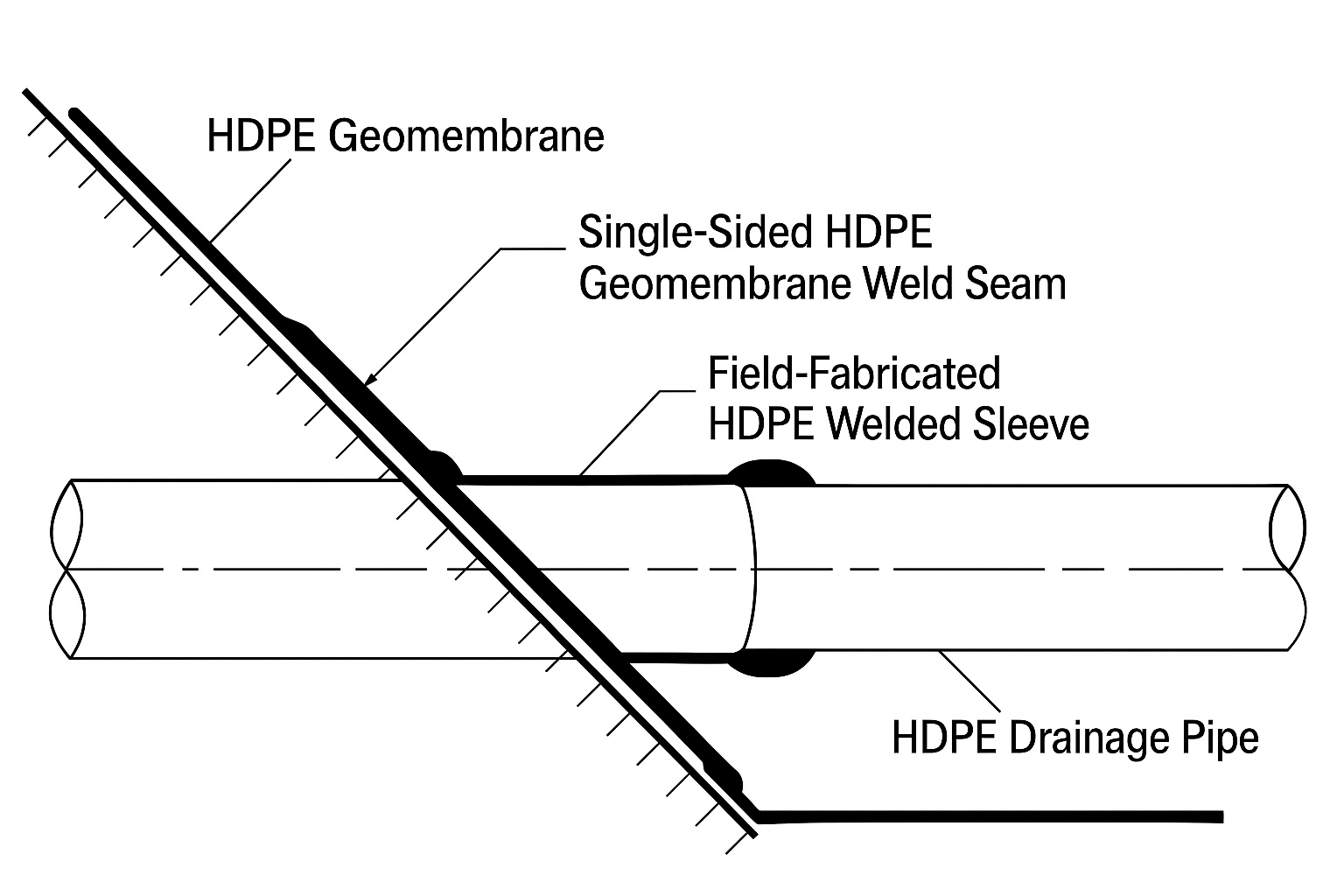
CRITICAL NOTE: You cannot simply extrusion weld a geomembrane sheet directly to the side of a pipe. This creates a severe stress concentration point that will inevitably fail. The only correct method is to use a prefabricated pipe boot.
Step ①: Cleaning and Grinding the Pipe Surface
The extrusion weld will bond to the outside of the pipe. Use an angle grinder to abrade the pipe surface where the boot sleeve will sit. Go deep enough to remove the glossy, oxidized outer layer. The goal is a clean, rough, matte finish. Wipe the entire area with a clean, dry cloth and approved solvent to remove all dust and oils.
Step ②: Cutting and Positioning the Pipe Boot
Slide the prefabricated pipe boot over the pipe. Position it so the boot's flange (or "skirt") lies flat on the main geomembrane liner with a minimum overlap of 100–150 mm (4–6 inches). Ensure there are no gaps between the boot sleeve and the pipe wall. Temporarily secure it in place.
Step ③: Hot-Wedge Welding the Boot Flange
This step welds the boot's flange to the main geomembrane liner.
- Machine: Use an automated dual-track hot-wedge welder.
- Parameters: Set the temperature (340–430°C) and speed (1.5–3.0 m/min) based on the material thickness and ambient conditions, as determined by a pre-welding test strip.
- Process: The welder travels between the geomembrane and the boot flange, creating two parallel fusion welds with a testable air channel in between. This is the primary sealing weld.

Step ④: Extrusion Welding the Boot Sleeve
This step welds the vertical part of the boot (the sleeve) to the pipe wall.
- Machine: Use a handheld extrusion welder.
- Parameters: Set the extruder temperature for the weld rod (220–260°C) and the preheat air temperature (300–330°C).
- Process: Tack weld the boot in place. Then, perform a continuous extrusion weld around the entire circumference of the pipe at the base of the boot. The goal is a solid, triangular bead of molten plastic that fuses the two components. A second pass is often added for reinforcement.
Step ⑤: Cooling, Finishing, and Inspection
Allow the welds to cool naturally. Do not use water or forced air. Once cooled, the connection is complete. Perform a full visual and physical inspection. For maximum protection, a final extrusion "cap weld" can be applied at the very top of the boot sleeve to seal it against UV and physical damage.
Welding Quality Acceptance Criteria
Every single pipe penetration must be 100% tested.
- Visual Inspection: Welds should be continuous, smooth, and free of charring, holes, or "cold spots." The extrusion bead should be uniform and fully bonded.
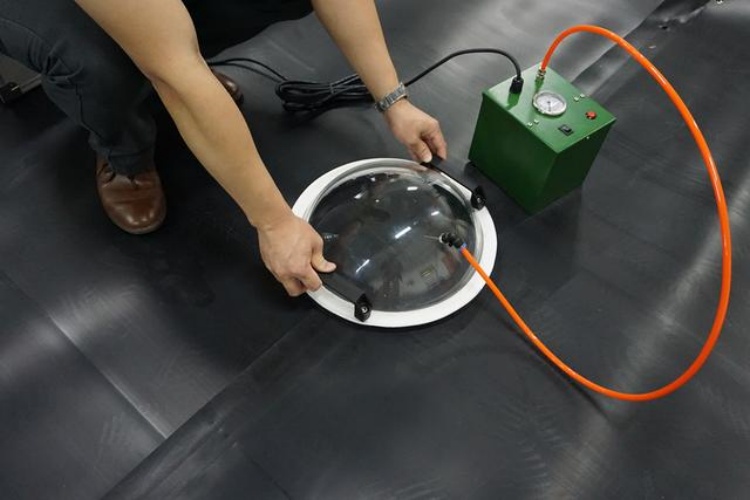
- Air Channel Test (for Hot-Wedge Weld): Seal both ends of the air channel between the dual welds. Pressurize it with air (typically to 30 psi / 207 kPa) and monitor for pressure loss. A stable pressure confirms a perfect seal.
- Vacuum Box Test (for Extrusion Weld): Place a vacuum box with a clear window over the weld. Apply a soap solution and draw a vacuum. The formation of bubbles indicates a leak.
- Destructive Testing: Periodically, test welds must be performed on scrap pieces of material. These are then cut and tested in a field tensiometer to ensure they meet the minimum required peel and shear strength (typically >90% of the parent material strength).
Common Construction Issues and Troubleshooting
- Burn-through (Holes): Caused by a welder temperature that is too high or a travel speed that is too slow. Stop immediately and repair with a patch.
- Bubbles/Voids in Seam: This is almost always caused by moisture. The surface was not completely dry before welding. The area must be cut out and re-welded.
- "Cold Weld" / False Weld: The weld looks fine but has no strength and can be pulled apart by hand. This is caused by insufficient heat, incorrect pressure, or a dirty/contaminated surface. The entire weld must be redone.
Conclusion
Creating a reliable, hot-melt welded connection between a geomembrane and an HDPE pipe is a precise engineering task, not just a construction step. By strictly adhering to the pipe boot method, focusing on meticulous surface preparation, and performing 100% quality-control testing, you can build a connection that is as strong and durable as the liner itself, ensuring the long-term integrity of your containment system.



