
Un sistema de revestimiento de geomembrana es tan fuerte como sus conexiones, y la penetración de la tubería es siempre el punto más desafiante. Aquí es donde se debe unir un material flexible (la geomembrana) a uno rígido (la tubería de HDPE). Una conexión fallida aquí no es un eslabón débil; es un fallo garantizado de todo el sistema de contención.
Esta guía proporciona un procedimiento detallado paso a paso para crear la conexión más confiable: soldadura por fusión en caliente utilizando una funda de tubería prefabricada. Cubriremos todo, desde la preparación del sitio y listas de verificación de herramientas hasta parámetros de soldadura y criterios de aceptación de calidad. Seguir esta guía garantiza un sello monolítico permanente que durará toda la vida útil del proyecto.

Primero, establezcamos por qué este método es el estándar de la industria para aplicaciones de alto riesgo.
Por qué la soldadura por fusión en caliente es el método de conexión más confiable
Cuando se realiza correctamente, la soldadura por fusión en caliente no consiste simplemente en unir dos materiales; los está rehaciendo en una pieza única y continua. El principio es calentar materiales de HDPE compatibles hasta su punto de fusión y permitir que sus moléculas se mezclen antes de enfriarse.
- Fusión de Materiales Idénticos: Al utilizar una tubería de HDPE, una geomembrana de HDPE y una funda de tubería de HDPE y una varilla de soldadura, se crea una conexión homogénea. No hay juntas que se degraden ni abrazaderas que se aflojen.
- Fuerza de soldadura: Una soldadura por fusión adecuada es más fuerte que el propio material base. Las pruebas de tracción muestran consistentemente que la soldadura puede exceder el 90% de la resistencia del material base, lo que garantiza que pueda soportar tensiones a largo plazo.
- Durabilidad superior: La conexión monolítica resultante tiene la misma excelente resistencia a los productos químicos, la radiación UV (con negro de humo) y el agrietamiento por tensión ambiental que la tubería y el revestimiento originales.
Preparación antes de soldar
El éxito se determina incluso antes de encender la soldadora. La preparación meticulosa no es negociable.
Lista de verificación de herramientas y equipos
- Soldadores: Soldadora de extrusión portátil y soldadora de cuña caliente automatizada.
- Fuerza: Un generador con capacidad suficiente y cables de extensión correctamente calibrados.
- Preparación de la superficie: Amoladora angular con disco de láminas de papel de lija de grano 80–120, paños limpios y secos sin pelusa y un solvente/limpiador aprobado (como alcohol isopropílico).
- Materiales: Funda de tubería de HDPE prefabricada que coincide con el diámetro de la tubería y varilla de soldadura por extrusión de HDPE del mismo grado de material.
- Herramientas manuales: Rotuladores, cinta métrica, navaja, rodillos de presión.
- Herramientas de control de calidad/control de calidad: Tensiómetro para pruebas de campo, bomba de aire y manómetro para pruebas de canales de aire, caja de vacío y probador de picos para soldaduras de extrusión.
Requisitos del sitio
Se debe controlar el entorno de soldadura.
- Temperatura: La temperatura ambiente debe estar entre 5°C y 40°C. Soldar en temperaturas más frías requiere precalentamiento y un recinto temporal.
- Viento: El trabajo no debe realizarse con vientos fuertes (≥25 km/h) sin un refugio protector para evitar un enfriamiento rápido y desigual de la soldadura.
- Humedad: All surfaces must be completely dry. Any moisture, dew, or frost will turn to steam during welding, creating voids and a "false weld" sin fuerzas.
- Condición de la superficie: El área debe estar limpia y libre de polvo, barro, aceite y escombros.
Procedimiento de soldadura por fusión en caliente paso a paso
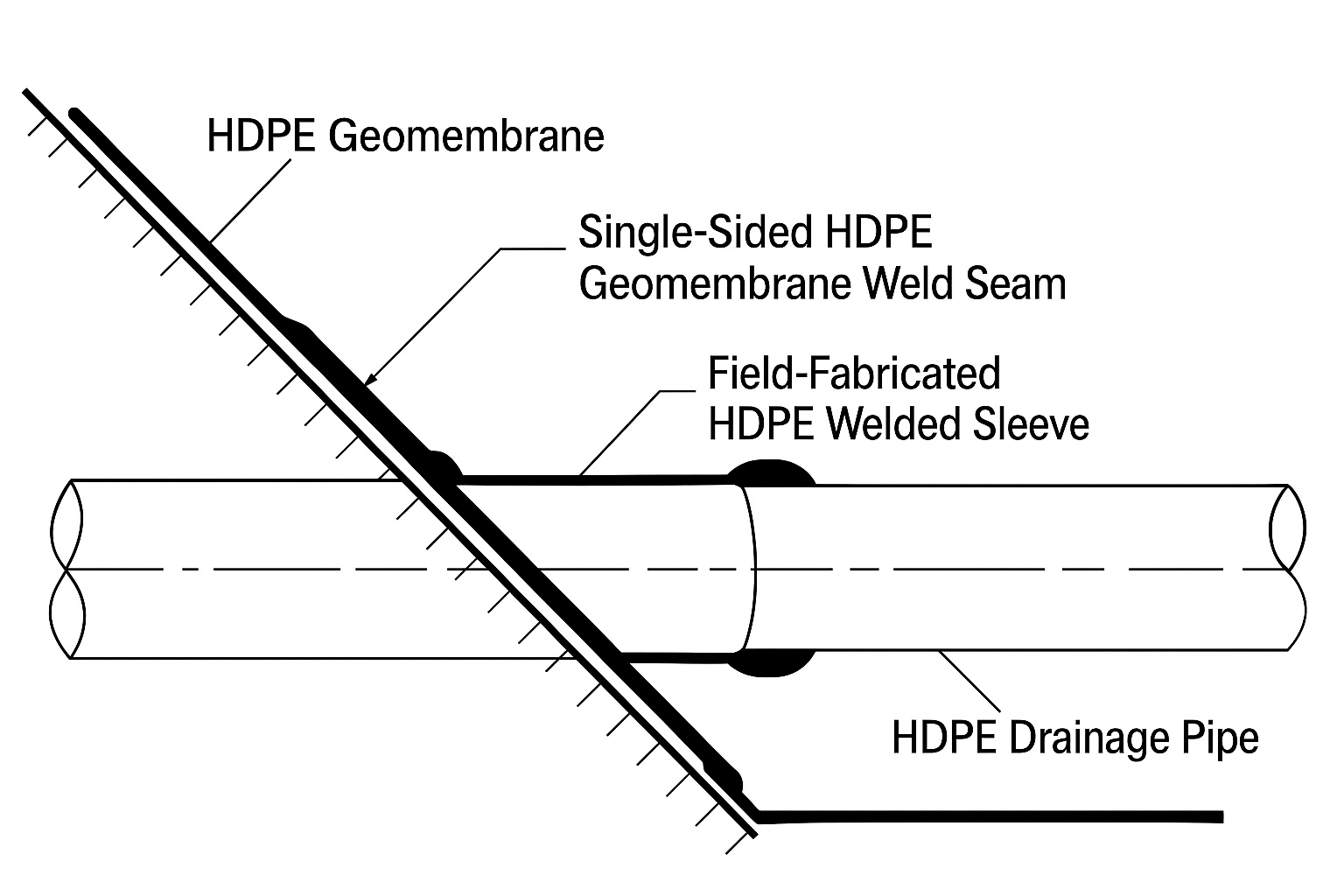
NOTA CRÍTICA: No se puede simplemente soldar por extrusión una lámina de geomembrana directamente al costado de una tubería. Esto crea un punto de concentración de estrés severo que inevitablemente fallará. El único método correcto es utilizar una funda de tubería prefabricada.
Paso ①: Limpiar y pulir la superficie de la tubería
La soldadura de extrusión se adherirá al exterior de la tubería. Utilice una amoladora angular para desgastar la superficie de la tubería donde se asentará la funda. Profundice lo suficiente para eliminar la capa exterior brillante y oxidada. El objetivo es un acabado limpio, áspero y mate. Limpie toda el área con un paño limpio y seco y un solvente aprobado para eliminar todo el polvo y los aceites.
Paso ②: cortar y colocar la funda de tubería
Slide the prefabricated pipe boot over the pipe. Position it so the boot's flange (or "skirt") lies flat on the main geomembrane liner with a minimum overlap of 100 a 150 mm (4 a 6 pulgadas). Asegúrese de que no queden espacios entre el manguito de la funda y la pared de la tubería. Asegúrelo temporalmente en su lugar.
Paso ③: Soldar con cuña caliente la brida de la bota
Este paso suelda la brida de la bota a la tubería principal. revestimiento de geomembrana.
- Máquina: Utilice una vía dual automatizada soldador de cuña caliente.
- Parámetros: Establezca la temperatura (340–430°C) y velocidad (1,5–3,0 m/min) en función del espesor del material y las condiciones ambientales, según lo determinado por una tira de prueba previa a la soldadura.
- Proceso: El soldador se desplaza entre la geomembrana y la brida de la bota, creando dos paralelos. soldaduras por fusión con un canal de aire comprobable en el medio. Esta es la soldadura de sellado principal.

Paso ④: Soldadura por extrusión de la funda de la bota
Este paso suelda la parte vertical de la funda (el manguito) a la pared de la tubería.
- Máquina: Utilice una computadora de mano soldador de extrusión.
- Parámetros: Establezca la temperatura del extrusor para la varilla de soldadura (220–260°C) y la temperatura del aire de precalentamiento (300–330°C).
- Proceso: Suelde por puntos la bota en su lugar. Luego, realice una soldadura de extrusión continua alrededor de toda la circunferencia del tubo en la base de la bota. El objetivo es una gota sólida y triangular de plástico fundido que fusiona los dos componentes. A menudo se añade una segunda pasada como refuerzo.
Paso ⑤: enfriamiento, acabado e inspección
Allow the welds to cool naturally. Do not use water or forced air. Once cooled, the connection is complete. Perform a full visual and physical inspection. For maximum protection, a final extrusion "cap weld" Se puede aplicar en la parte superior de la funda de la bota para sellarla contra los rayos UV y el daño físico.
Criterios de aceptación de calidad de soldadura
Cada paso de tubería debe ser probado al 100%.
- Inspección visual: Welds should be continuous, smooth, and free of charring, holes, or "cold spots." El cordón de extrusión debe ser uniforme y estar completamente adherido.
- Prueba de canal de aire (para soldadura de cuña caliente): Selle ambos extremos del canal de aire entre las soldaduras dobles. Presurícelo con aire (normalmente a 30 psi/207 kPa) y controle la pérdida de presión. Una presión estable confirma un sellado perfecto.
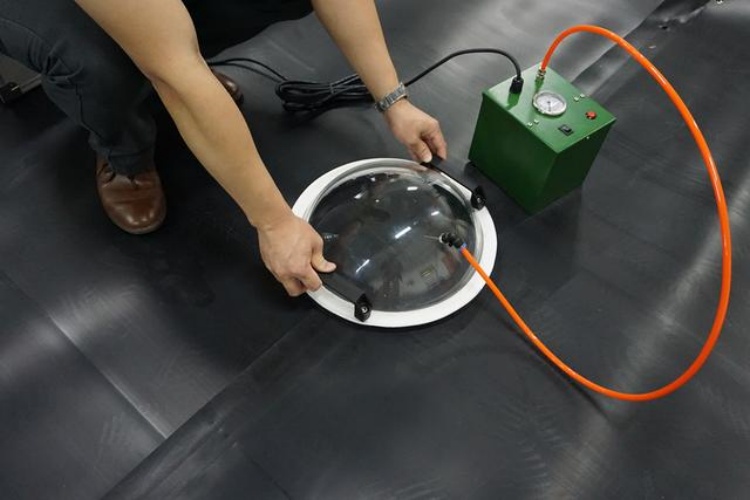
- Prueba de caja de vacío (para soldadura por extrusión): Coloque una caja de vacío con una ventana transparente sobre la soldadura. Aplicar una solución jabonosa y hacer vacío. La formación de burbujas indica una fuga.
- Pruebas destructivas: Periódicamente se deben realizar pruebas de soldadura en trozos de material sobrantes. Luego se cortan y se prueban en un tensiómetro de campo para garantizar que cumplan con la resistencia mínima requerida al pelado y al corte (normalmente >90% de la resistencia del material original).
Problemas comunes de construcción y solución de problemas
- Quemado (agujeros): Causado por una temperatura del soldador demasiado alta o una velocidad de desplazamiento demasiado lenta. Deténgase inmediatamente y repare con un parche.
- Burbujas/huecos en la costura: Esto casi siempre es causado por la humedad. La superficie no estaba completamente seca antes de soldar. El área debe ser cortada y soldada nuevamente.
- "Cold Weld" / Falsa soldadura: La soldadura se ve bien pero no tiene fuerza y se puede separar con la mano. Esto se debe a un calor insuficiente, una presión incorrecta o una superficie sucia o contaminada. Se debe rehacer toda la soldadura.
Conclusión
Crear una conexión confiable soldada por fusión en caliente entre una geomembrana y una tubería de HDPE es una tarea de ingeniería precisa, no solo un paso de construcción. Si se adhiere estrictamente al método de funda de tubería, se concentra en una preparación meticulosa de la superficie y se realizan pruebas de control de calidad al 100%, puede construir una conexión que sea tan fuerte y duradera como el revestimiento mismo, asegurando la integridad a largo plazo de su sistema de contención.



