
’n Geomembraanvoeringstelsel is net so sterk soos sy verbindings, en die pyppenetrasie is deurgaans die mees uitdagende punt. Dit is waar 'n buigsame materiaal (die geomembraan) 'n stewige een (die HDPE-pyp) moet aansluit. 'n Mislukte verbinding hier is nie 'n swak skakel nie; dit is 'n gewaarborgde mislukking van die hele inperkingstelsel.
Hierdie gids verskaf 'n gedetailleerde, stap-vir-stap prosedure om die mees betroubare verbinding te skep: warmsmelt-smeltsweiswerk met 'n voorafvervaardigde pypstewel. Ons sal alles dek van terreinvoorbereiding en gereedskapkontrolelyste tot sweisparameters en kwaliteit-aanvaardingskriteria. Om hierdie gids te volg, verseker 'n permanente, monolitiese seël wat die leeftyd van die projek sal hou.

Laat ons eers vasstel hoekom hierdie metode die industriestandaard vir hoërisikotoepassings is.
Waarom warmsmeltsweis die mees betroubare verbindingsmetode is
As dit korrek gedoen word, is warmsmelt-smeltsweiswerk nie net om twee materiale saam te voeg nie; dit omskep hulle in 'n enkele, aaneenlopende stuk. Die beginsel is om versoenbare HDPE-materiale tot hul smeltpunt te verhit en hul molekules te laat meng voordat dit afgekoel word.
- Versmelting van identiese materiale: Deur 'n HDPE-pyp, 'n HDPE-geomembraan en 'n HDPE-pypstewel en sweisstaaf te gebruik, skep jy 'n homogene verbinding. Daar is geen pakkings om af te breek of klampe om los te maak nie.
- Sweissterkte: ’n Behoorlike samesmeltingslas is sterker as die moedermateriaal self. Trektoetse wys deurgaans dat die sweislas 90% van die basismateriaal se sterkte kan oorskry, wat verseker dat dit langtermynspanning kan weerstaan.
- Uitstekende duursaamheid: Die gevolglike monolitiese verbinding het dieselfde uitstekende weerstand teen chemikalieë, UV-straling (met koolstofswart) en omgewingstres-krake as die oorspronklike pyp en voering.
Voorbereiding voor sweiswerk
Sukses word bepaal voordat die sweismasjien ooit aangeskakel word. Noukeurige voorbereiding is ononderhandelbaar.
Kontrolelys vir gereedskap en toerusting
- Sweisers: Handekstrusie-sweismasjien en 'n outomatiese warmwigsweismasjien.
- Krag: 'n Kragopwekker met voldoende kapasiteit en korrek gemete verlengkoorde.
- Oppervlaktevoorbereiding: Hoekslyper met 80–120 korrel skuurpapier flapskyf, skoon/droë pluisvrye lappe, en 'n goedgekeurde oplosmiddel/skoonmaker (soos isopropylalkohol).
- Materiaal: Voorafvervaardigde HDPE pypstewel wat ooreenstem met die pyp deursnee, en HDPE ekstrusie sweisstaaf van dieselfde materiaalgraad.
- Handgereedskap: Merkpenne, maatband, nutsmes, drukrollers.
- QA/QC Tools: Tensiometer vir veldtoetsing, lugpomp en drukmeter vir lugkanaaltoetsing, vakuumboks en 'n piktoetser vir ekstrusie-sweislasse.
Werfvereistes
Die sweisomgewing moet beheer word.
- Temperatuur: Omgewingstemperatuur moet tussen wees 5°C en 40°C. Sweiswerk in kouer temperature vereis voorverhitting en 'n tydelike omhulsel.
- Wind: Werk moet nie in hoë winde (≥25 km/h) voortgaan sonder 'n beskermende skuiling om vinnige, ongelyke afkoeling van die sweislas te voorkom nie.
- Vog: All surfaces must be completely dry. Any moisture, dew, or frost will turn to steam during welding, creating voids and a "false weld" met geen krag nie.
- Oppervlaktoestand: Die area moet skoon en vry van stof, modder, olie en puin wees.
Stap-vir-stap warmsmeltsweisprosedure
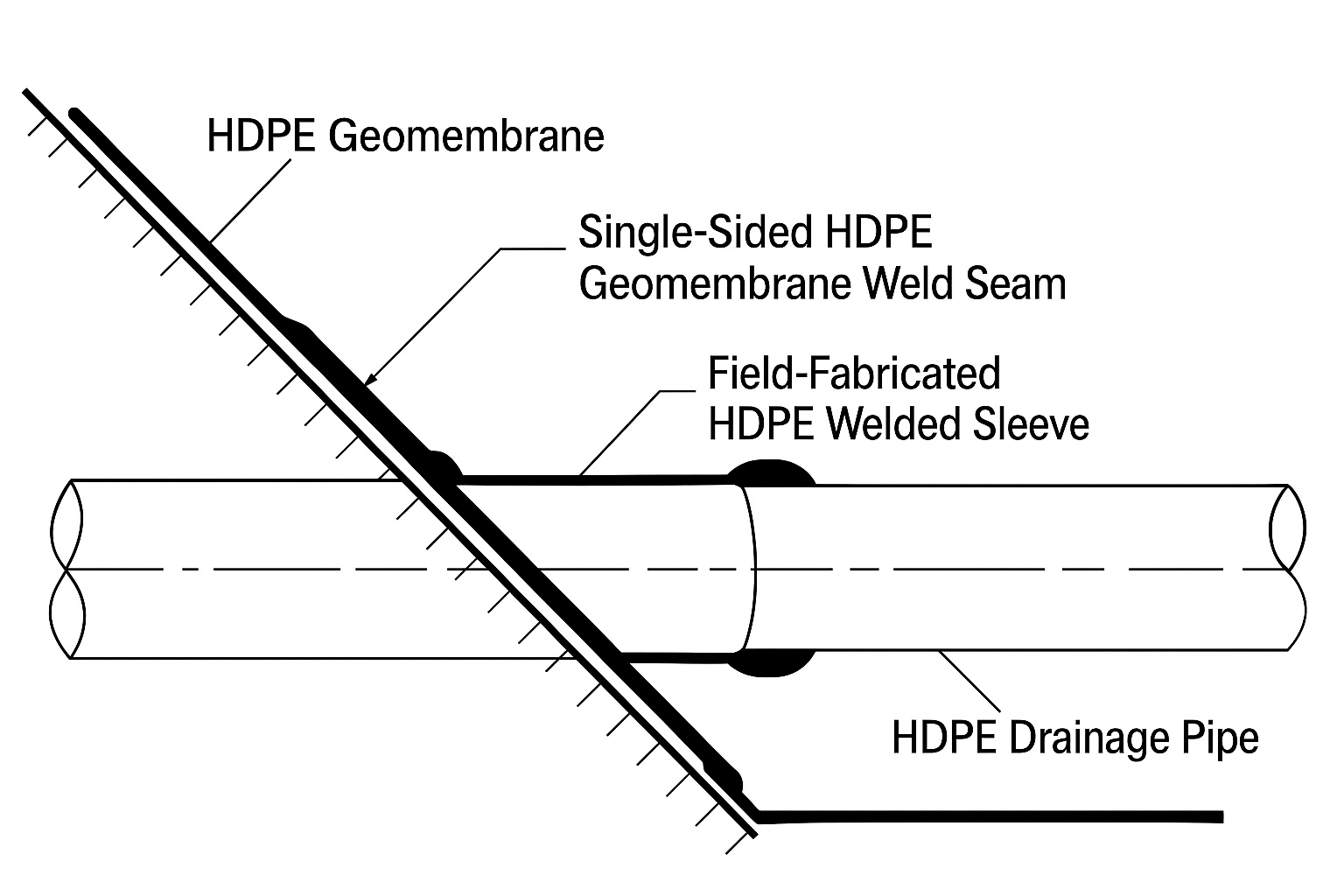
KRITIESE NOTA: Jy kan nie bloot 'n geomembraanplaat direk aan die kant van 'n pyp ekstrusie-sweis nie. Dit skep 'n ernstige streskonsentrasiepunt wat onvermydelik sal misluk. Die enigste korrekte metode is om 'n voorafvervaardigde pypstewel te gebruik.
Stap ①: Maak die pypoppervlak skoon en slyp
Die ekstrusie-sweislas sal aan die buitekant van die pyp bind. Gebruik 'n hoekslyper om die pypoppervlak te skuur waar die stewelhuls sal sit. Gaan diep genoeg om die blink, geoksideerde buitenste laag te verwyder. Die doel is 'n skoon, growwe, mat afwerking. Vee die hele area af met 'n skoon, droë lap en goedgekeurde oplosmiddel om alle stof en olies te verwyder.
Stap ②: Sny en plaas die pypstewel
Slide the prefabricated pipe boot over the pipe. Position it so the boot's flange (or "skirt") lies flat on the main geomembrane liner with a minimum overlap of 100–150 mm (4–6 duim). Maak seker dat daar geen gapings tussen die stewelhuls en die pypwand is nie. Beveilig dit tydelik in plek.
Stap ③: Warmwig-sweis die stewelflens
Hierdie stap sweis die stewel se flens aan die hoof geomembraanvoering.
- Masjien: Gebruik 'n outomatiese dubbelspoor warmwigsweismasjien.
- Parameters: Stel die temperatuur (340–430°C) en spoed (1,5–3,0 m/min) gebaseer op die materiaaldikte en omgewingstoestande, soos bepaal deur 'n voorsweistoetsstrook.
- Proses: Die sweismasjien beweeg tussen die geomembraan en die stewelflens, wat twee parallelle skep samesmeltingslasse met 'n toetsbare lugkanaal tussenin. Dit is die primêre seëlsweislas.

Stap ④: Ekstrusie-sweis van die stewelhuls
Hierdie stap sweis die vertikale deel van die stewel (die huls) aan die pypwand.
- Masjien: Gebruik 'n handtoestel ekstrusie sweismasjien.
- Parameters: Stel die ekstruder temperatuur vir die sweisstaaf (220–260°C) en die voorverhit lugtemperatuur (300–330°C).
- Proses: Sweislas die stewel in plek. Voer dan 'n deurlopende ekstrusie-sweislas rondom die hele omtrek van die pyp aan die basis van die stewel uit. Die doel is 'n soliede, driehoekige kraal van gesmelte plastiek wat die twee komponente saamsmelt. 'n Tweede pas word dikwels bygevoeg vir versterking.
Stap ⑤: Verkoeling, afwerking en inspeksie
Allow the welds to cool naturally. Do not use water or forced air. Once cooled, the connection is complete. Perform a full visual and physical inspection. For maximum protection, a final extrusion "cap weld" kan heel bo-aan die stewelhuls aangewend word om dit teen UV en fisiese skade te seël.
Sweiskwaliteit-aanvaardingskriteria
Elke enkele pyppenetrasie moet 100% getoets word.
- Visuele inspeksie: Welds should be continuous, smooth, and free of charring, holes, or "cold spots." Die ekstrusiekraal moet eenvormig en volledig gebind wees.
- Lugkanaaltoets (vir Hot-Wedge Weld): Verseël albei punte van die lugkanaal tussen die dubbele sweislasse. Druk dit met lug (gewoonlik tot 30 psi / 207 kPa) en monitor vir drukverlies. 'n Stabiele druk bevestig 'n perfekte seël.
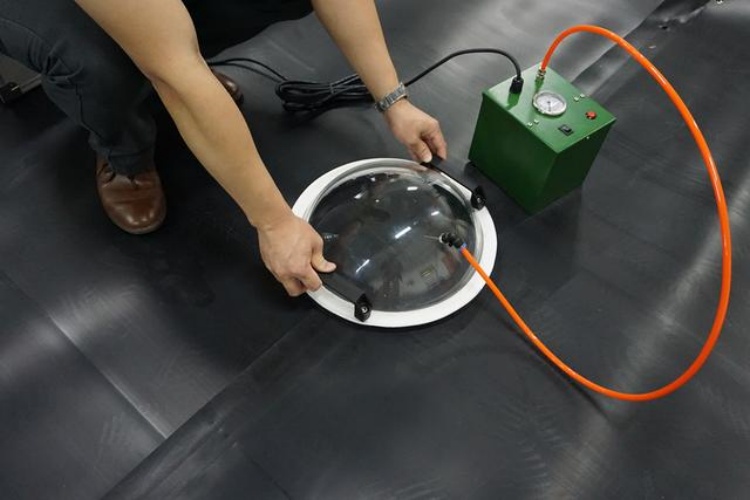
- Vakuumbokstoets (vir ekstrusielas): Plaas `n vakuum boks met `n duidelike venster oor die sweislas. Dien 'n seepoplossing toe en trek 'n vakuum. Die vorming van borrels dui op 'n lek.
- Destruktiewe toetsing: Periodiek moet toetssweiswerk op afvalstukke materiaal uitgevoer word. Dit word dan gesny en in 'n veldtensiometer getoets om te verseker dat hulle aan die minimum vereiste skil- en skuifsterkte voldoen (tipies >90% van die moedermateriaalsterkte).
Algemene konstruksiekwessies en probleemoplossing
- Deurbrand (gate): Veroorsaak deur 'n sweisertemperatuur wat te hoog is of 'n reisspoed wat te stadig is. Stop dadelik en herstel met 'n pleister.
- Borrels/Leemtes in naat: Dit word byna altyd deur vog veroorsaak. Die oppervlak was nie heeltemal droog voor sweiswerk nie. Die area moet uitgesny en weer gesweis word.
- "Cold Weld" / Vals sweis: Die sweislas lyk goed, maar het geen sterkte nie en kan met die hand uitmekaar getrek word. Dit word veroorsaak deur onvoldoende hitte, verkeerde druk of 'n vuil/besmette oppervlak. Die hele sweislas moet oorgedoen word.
Gevolgtrekking
Die skep van 'n betroubare, warmsmeltgesweisde verbinding tussen 'n geomembraan en 'n HDPE-pyp is 'n presiese ingenieurstaak, nie net 'n konstruksiestap nie. Deur streng by die pypstewelmetode te hou, te fokus op noukeurige oppervlakvoorbereiding en 100% gehaltebeheertoetse uit te voer, kan jy 'n verbinding bou wat so sterk en duursaam is soos die voering self, wat die langtermynintegriteit van jou insluitingstelsel verseker.



